PROPOSED VC003005 MOTOR PLATE TOOLING PROCESS
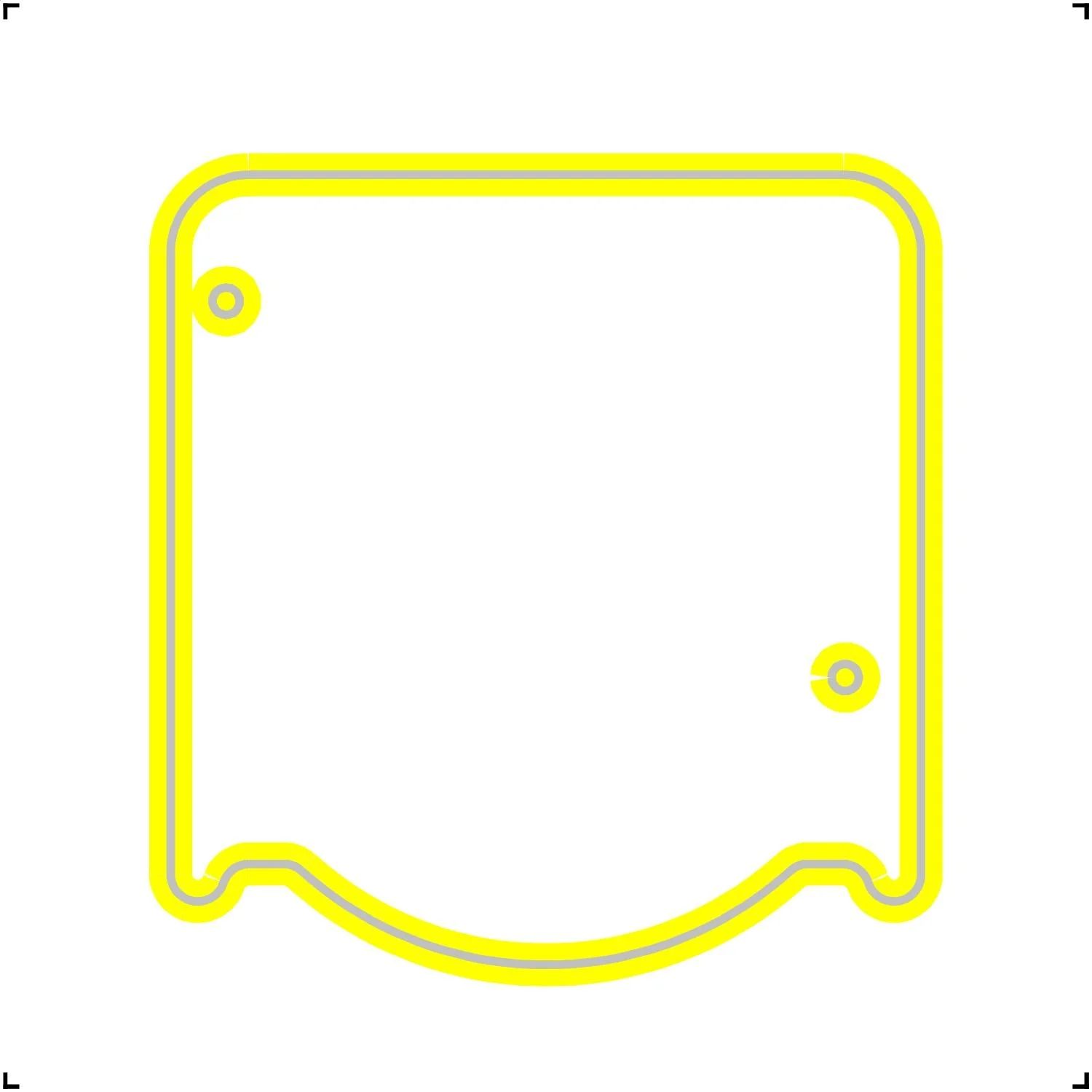
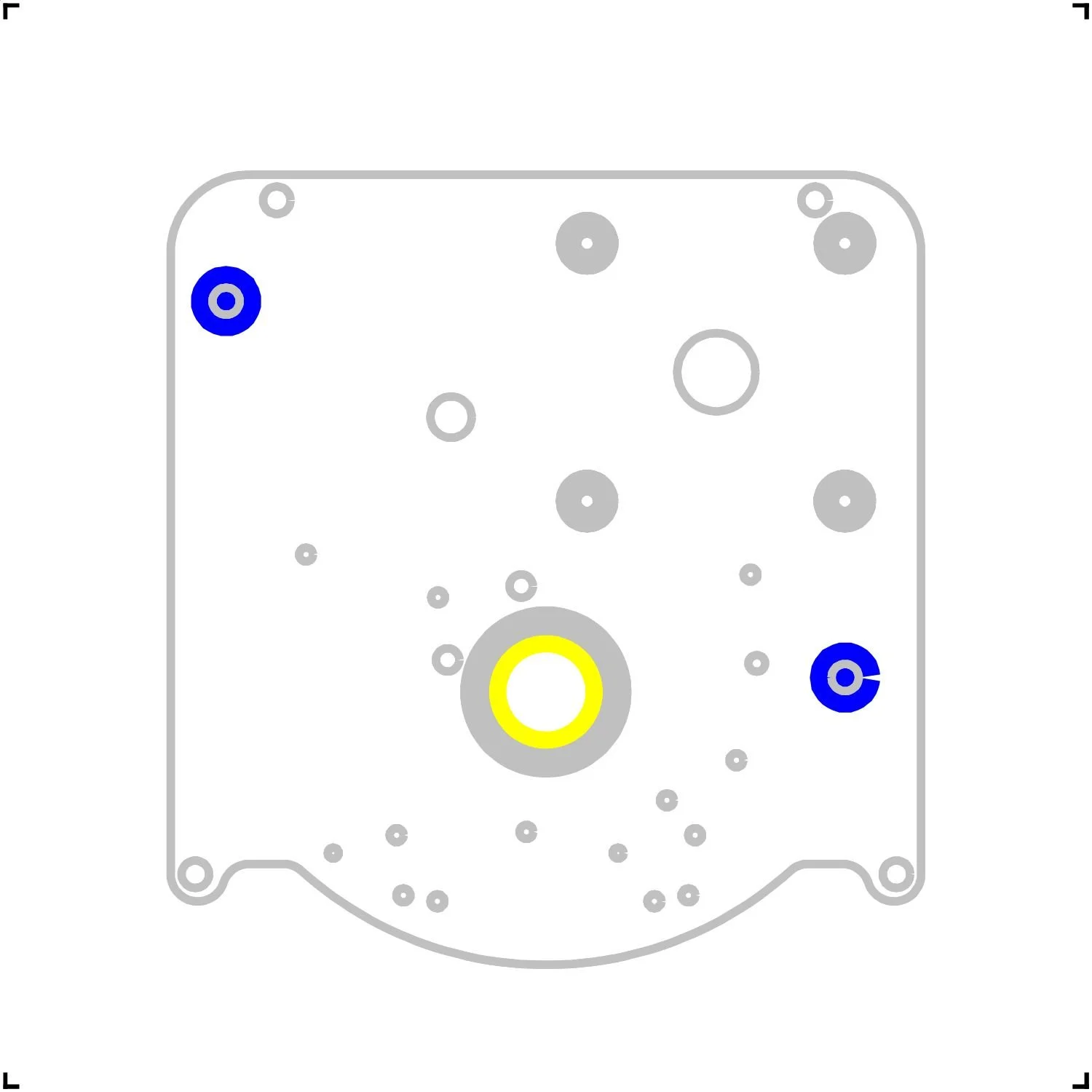
1: COMMON BLANK
This blank can be used for both the 3005 and QB plate, as these parts use the same basic profile, with .250” holes used specifically for location through further steps, ensuring accuracy and repeatability.
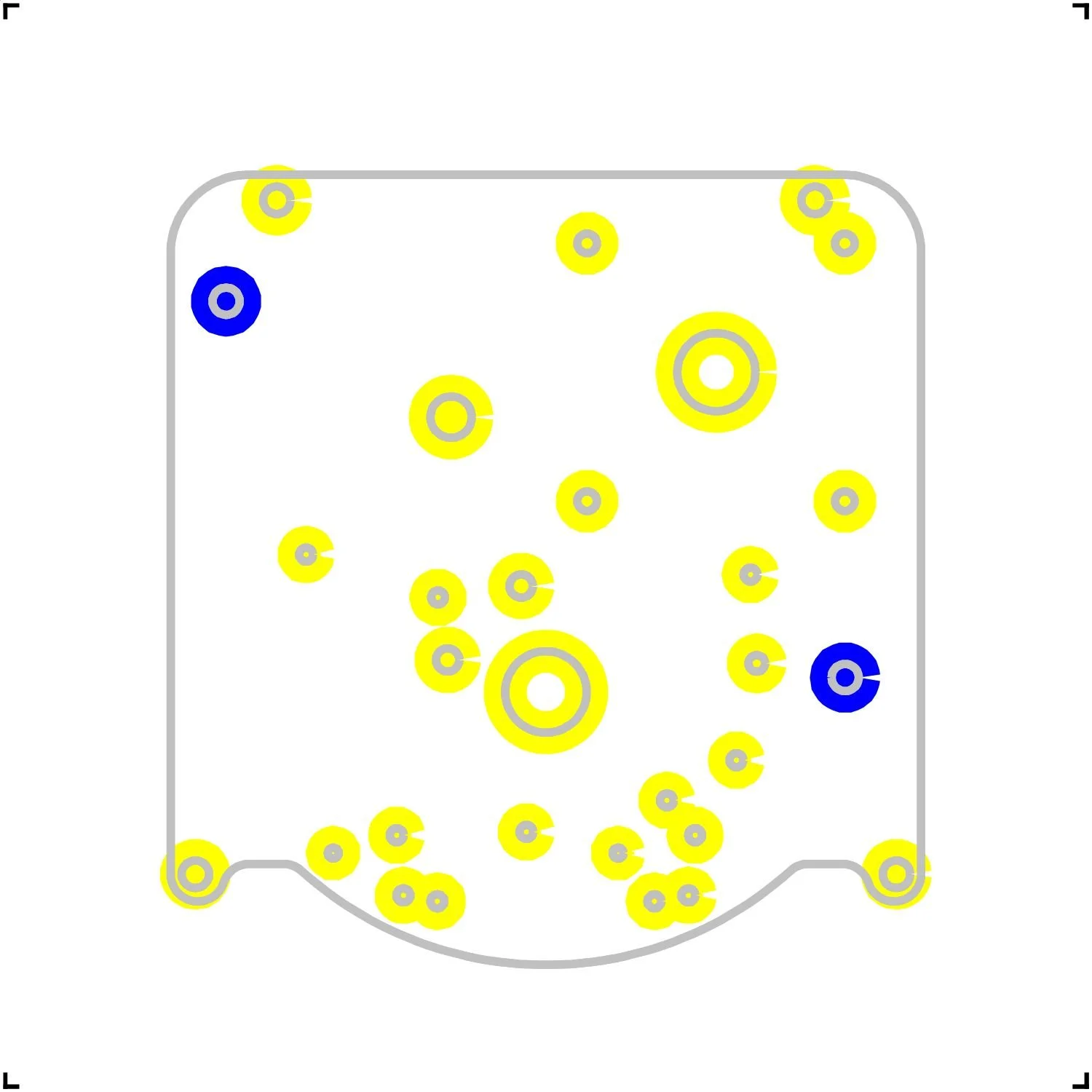
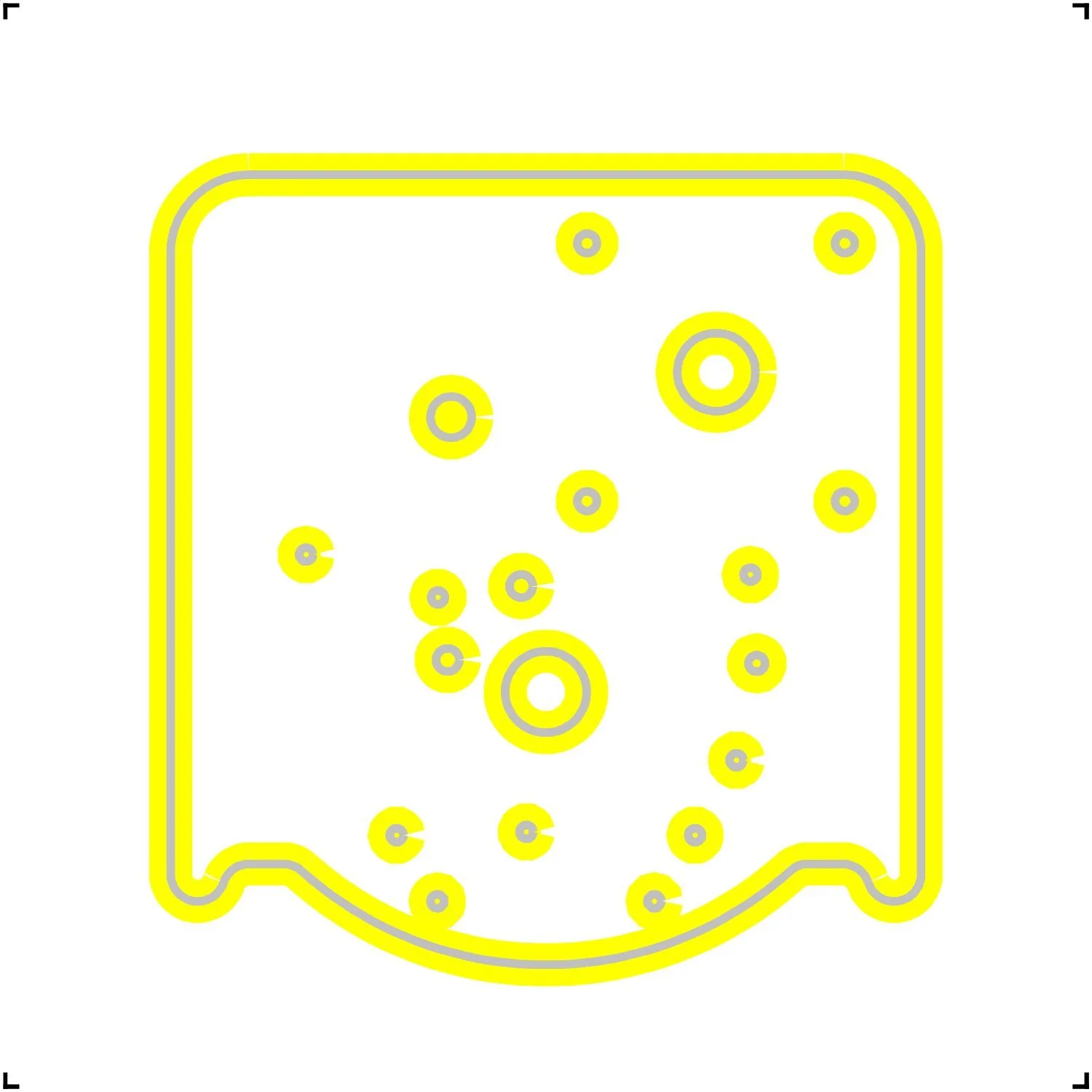
2: PIERCE
Unlike the current process, we now pick up on the .250” holes and punch out all the interior holes at once, eliminating any positional errors between the features.
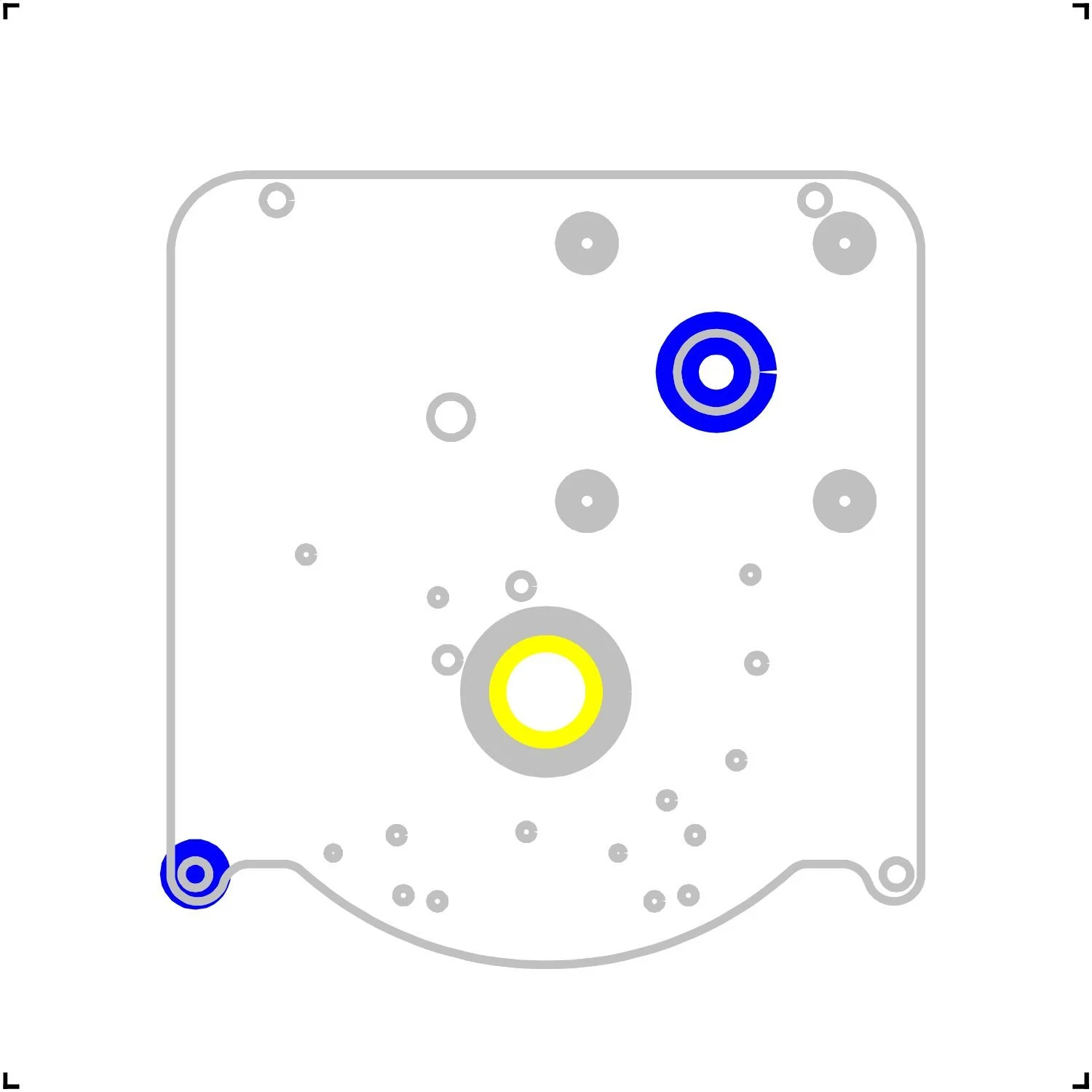
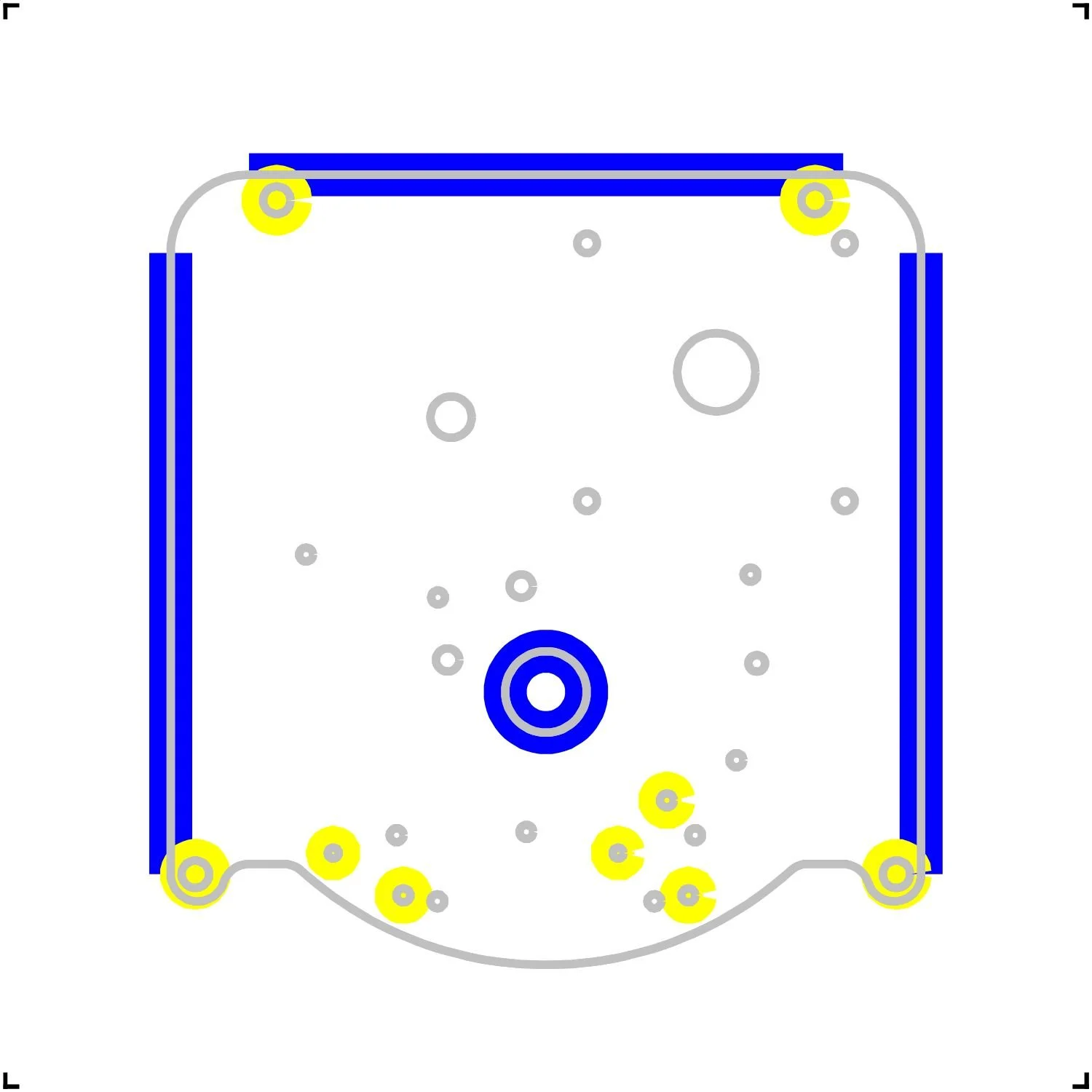
3: FORM
To maintain distance between the ‘E’ hole and the bearing, we locate off of ‘E’ and the pre-formed bearing hole. The bearing locator forms the part as it’s drawn over it by the motion of the press. This step is unchanged.
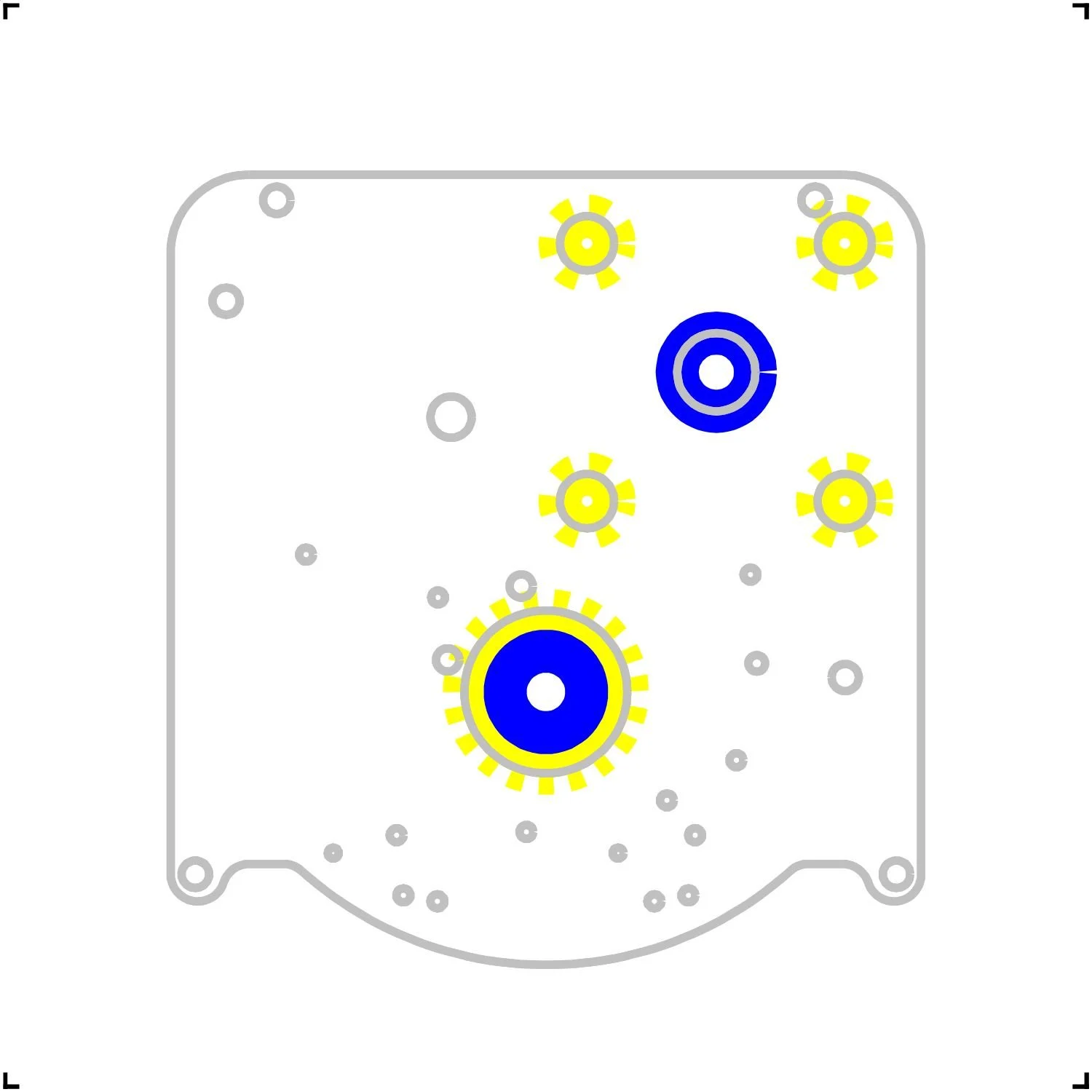
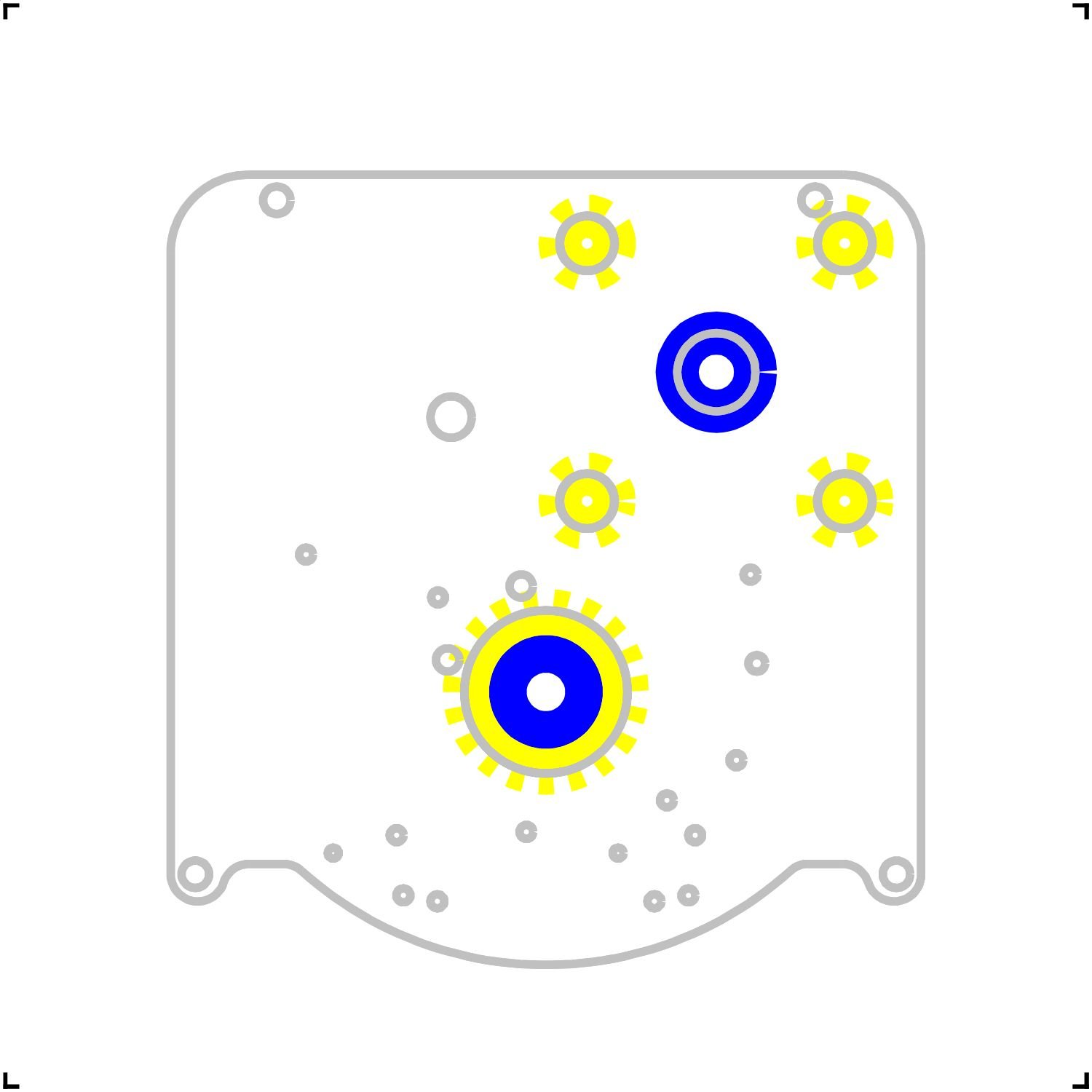
4: REAM
We again pick up on the .250” holes, and ream the formed bearing hole for a perfect press-fit in the assembly process.
current VC003005 MOTOR PLATE TOOLING PROCESS
1: 3005 BLANK
This the current blank we make to produce the 3005. It is specific only to the 3005, and the tooling requires disassembly and swapping of punch to generate a blank for the QB. This takes a full 10 hour day for 1 person.
2: pierce
We locate the 3005 blank from the profile and bearing hole. The outside profile locators must be designed loose as the plate expands slightly when highlighted holes are punch out in this step.
3: FORM
4: REAM
Currently we pick up on the ‘E’ hole and a ‘C’ hole for location. Since the ‘E’ and ‘C’ holes are generated at different times, we lose some control over their locations to each other.